
学习内容:
(1)电烙铁
(2)焊锡与焊剂
(3)锡焊的方法
(4)导线封端与恢复绝缘层
(5)练习使用电烙铁(如果有条件且确保安全)
一、电烙铁
电烙铁是用来焊接导线接头,电气元件接点或焊掉导线接头和电气元件接点。电烙铁的工作原理是利用电流通过发热体(电热丝)产生的热量熔化焊锡后进行焊接。
电烙铁可分为外热式和内热式两种。常用的内热式电烙铁有20W、30W和45W三种,适用于电子元器件及线路的焊接工作。
电工在维修电动机、变压器等设备时,有时还会用到外热式电烙铁,这种电烙铁的功率比较大,从45W到数百瓦,电工常用的有75W、100W/150W和200W等几种。
可通过固定螺钉来改变电烙铁烙铁头伸出的长短,可调节外热式电烙铁烙铁头的温度。
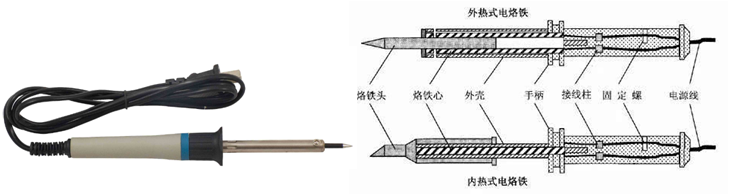
1、外热式电烙铁
外热式电烙铁由烙铁头、烙铁芯、外壳、木柄、电源引线、插头等部分组成。由于烙铁头安装在烙铁芯里面,故称为外热式电烙铁。烙铁芯是电烙铁的关键部件,它是将电热丝平行地绕制在一根空心瓷管上构成,中间的云母片绝缘,并引出两根导线与220V交流电源连接。外热式电烙铁的规格很多,常用的有75W、100W/150W和200W等,功率越大烙铁头的温度也就越高 。
外热式电烙铁的温度可以通过改变火烙铁头伸出的长度来调节。拧松固定烙铁头的螺钉,伸出的烙铁头长则温度降低,伸出的短则温度升高。
外热式电烙铁的烙铁头有直形和变形两种。

2、内热式电烙铁
内热式电烙铁由手柄、连接杆、弹簧夹、烙铁芯、烙铁头组成。由于烙铁芯安装在烙铁头里面,因而发热快,热利用率高,因此,称为内热式电烙铁。内热式电烙铁的常用规格为20W、30W、45W几种。由于它的热效率高,20W内热式电烙铁就相当于40W左右的外热式电烙铁。

3、外热式和内热式特点
(1)外热式:烙铁头比较细,插在烙铁中间。内热式:烙铁体积比较小,烙铁头抱着烙铁芯。
(2)内热式:比较轻便,效率高,节能,缺点:烙铁芯比较容易烧坏,寿命较短。
(3)外热式:是传统的工艺,寿命较长。缺点:比较费电,体积较大,比内热式的重。
(4)如焊接普通的电路板,内热式10W左右的就可以了,外热式的要30W左右的。
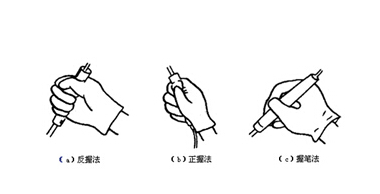
4、电烙铁的正确握法
电烙铁有三种握法:反握法、正握法和握笔法。
(1)反握法
反握法动作稳定,长时操作不易疲劳,适用于大功率电烙铁的操作;
(2)正握法
适用于中等功率或弯头电烙铁的操作
(3)握笔法
握笔法适合于在操作台上焊印制板。
二、焊锡 与焊剂
1.焊锡
焊锡是由锡、铅和锑等元素组成的低熔点锡(185~260°C)合金。为了便于使用,焊锡常制成条状和盘丝状。
(1)种类
①有铅焊锡
由锡(熔点232度)和铅(熔点327度)组成的合金。其中由锡63%和铅37%
组成的焊锡被称为共晶焊锡,这种焊锡的熔点是183度。
②无铅焊锡
为适应欧盟环保要求提出的ROHS标准。焊锡由锡铜合金做成。

2.焊剂
焊剂能起清除污物和抑制工件表面氧化的作用,它是保证焊接过程顺利进行和获得致密接头的辅助材料。
锡焊时常用下列三种焊剂:
(1) 松香液 ;
(2) 焊锡膏 ;
(3)氧化锌溶液 。
3.锡线
标准焊接作业时使用的线状焊锡被称为松香芯焊锡线或焊锡丝。如图所示,在焊锡中加入了助焊剂。这种助焊剂是由松香和少量的活性剂组成。

三、锡焊的方法
1.常用焊接方法
(1) 电烙铁加焊 。
(2) 沾焊 。
(3) 喷灯加焊
这种方法适合较大尺寸母材的焊接。
2.焊接操作规范
(1)选用合适的焊锡,应选用焊接电子元件用的低熔点焊锡丝。
(2)助焊剂,用25%的松香溶解在75%的酒精(重量比)中作为助焊剂。
(3)电烙铁使用前要上锡,具体方法是:将电烙铁烧热,待刚刚能熔化焊锡时,涂上助焊剂,再用焊锡均匀地涂在烙铁头上,使烙铁头均匀的吃上一层锡。
(4)焊接方法,把焊盘和元件的引脚用细砂纸打磨干净,涂上助焊剂。用烙铁头沾取适量焊锡,接触焊点,待焊点上的焊锡全部熔化并浸没元件引线头后,电烙铁头沿着元器件的引脚轻轻往上一提离开焊点。
(5)焊接时间不宜过长,否则容易烫坏元件,必要时可用镊子夹住管脚帮助散热。
(6)焊点应呈正弦波峰形状,表面应光亮圆滑,无锡刺,锡量适中。
(7)焊接完成后,要用酒精把线路板上残余的助焊剂清洗干净,以防炭化后的助焊剂影响电路正常工作。
(8)集成电路应最后焊接,电烙铁要可靠接地,或断电后利用余热焊接。或者使用集成电路专用插座,焊好插座后再把集成电路插上去。
(9)电烙铁应放在烙铁架上。
3.焊接注意事项
(1) 电烙铁在使用中一般用松香做为焊剂,特别是电线接头、电子元器件的焊接,一定要用松香做焊剂,严禁用盐酸等带有腐蚀性焊锡膏焊接,以免腐蚀印刷电路板或短路电气线路。
(2) 电烙铁在焊接金属铁锌等物质时,可用焊锡膏焊接。
(3) 如果在焊接中发现紫铜制的烙铁头氧化不易沾锡时,可将铜头用锉刀锉去氧化层,在酒精内浸泡后再用,切勿浸入酸内浸泡以免腐蚀烙铁头。
(4) 焊接电子元器件时,最好选用低温焊丝,头部涂上层薄锡后再焊接。焊接场效应晶体管时,应将电烙铁电源线插头拔下,利用余热去焊接,以免损坏管子。
四、导线封端 与恢复绝缘层
1.导线封端
安装好的配线最终要与电气设备相连,为了保证导线线头与电气设备接触良好并具有较强的机械性能,对于多股铝线和截面大于2.5mm²的多股铜线,都必须在导线终端焊接或压接一个接线端子,再与设备相连。这种工艺过程叫作导线的封端。
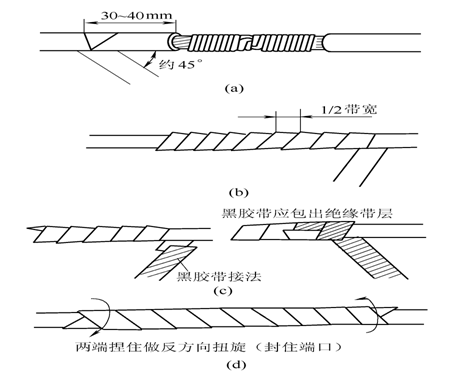
2.导线绝缘层的恢复
绝缘导线的绝缘层,因连接需要被剥离后,或遭到意外损伤后,均需恢复绝缘层;而且经恢复的绝缘性能不能低于原有的标准。在低压电路中,常用的恢复材料有黄蜡布带、聚氯乙烯塑料带和黑胶布等多种。
对接接点绝缘层的恢复
包缠方法
五、技能训练:导线焊接工艺
1、 训练目的
(1) 学会导线的连接方法;
(2) 训练焊接工艺;
(3) 训练常用电工工具的使用。
2、 工具器材
螺丝刀、电工刀、剥线钳、尖嘴钳、电烙铁、松香、焊锡、单股铜线、多股铜线、电工胶布。
3、训练步骤及内容
(1) 单股和多股铜线的线头绝缘层的剥离训练;
(2) 单股铜芯线的直接连接训练;
(3)单股铜芯线与多铜芯线的分支连接训练;
(4)多股铜线的直接连按和分支连接训练;
(5) 单股铜芯导线的锡焊;
(6) 多股铜芯线的锡焊;
(7)恢复绝缘层。

