
-
1 概述
-
2 教案PPT
-
3 习题检测
一、理论板的概念及恒摩尔流假定
1、理论板的概念
理论板:指离开该板的气液两相达到平衡状态,且两相温度相等的塔板。
实际上,理论板是不存在的,它仅用作衡量实际塔板分离效率的一个标准。
理论板的概念对精馏过程的分析和计算是十分有用的。
2、恒摩尔流假定
2.1 恒摩尔气流:是指在精馏塔内,为简化精馏计算,通常引入塔内恒摩尔流动的假定。各层塔板塔板上升蒸气摩尔流量相等,即:
精馏段:
提馏段:
2.2 恒摩尔液流:是指在精馏塔内,在没有中间加料(或出料)条件下各层塔板下降液体摩尔流量相等,即:
精馏段:
提馏段:
恒摩尔流动的假定成立的条件:(1)混合物中各组分的摩尔汽化潜热相等;(2)塔设备保温良好,热损失可以忽略。
二、物料衡算和操作线方程
1、全塔物料衡算
精馏塔各股物料(包括进料、塔顶产品和塔底产品)的流量、组成之间的关系可通过全塔物料衡算来确定。
总物料衡算:
易挥发组分衡算:
馏出液采出率:
易挥发组分回收率:
难挥发组分回收率:
2、操作线方程
2.1 精馏段操作线方程
在精馏段中,任意塔板(n 板)下降的液相组成 xn与由其下一层塔板(n+1 板)上升的蒸气组成yn+1之间的关系称为操作关系,描述该关系的方程称为精馏段操作线方程。
总物料衡算:V=L+D
易挥发组分衡算:
整理得:
令回流比R=L/D,
则精馏段操作线方程为
根据恒摩尔流假定,L为定值,且在稳态操作时,D及 xD为定值,故R也是常量。精馏段操作线方程为一斜率为R/(R+1),截距为xD/(R+1)的直线方程。
2.2 提馏段操作线方程
在提馏段中,任意塔板(m 板)下降的液相组成xm'与由其下一层塔板(m+1 板)上升的蒸气组成ym+1'之间的关系称为操作关系,描述它们间关系的方程称为提馏段操作线方程。
总物料衡算:
易挥发组分衡算:
整理得:
根据恒摩尔流假定,L'为定值,且在稳态操作时,W及xW为定值。提馏段操作线方程为一斜率为L'/(L'-W),截距为-W/(L'-W)的直线方程。
三、进料热状况的影响和进料线方程
1、进料热状况的影响
在实际生产中,引入精馏塔内的原料可能有五种不同状况,即:(1)冷液进料;(2)饱和液体进料(泡点进料);(3)气液混合物进料;(4)饱和蒸气进料(露点进料);(5)过热蒸气进料。
2、进料热状况对上升蒸汽量和下降液体的影响
进料热状况不同,q值就不同,因此直接影响精馏塔内两段上升蒸汽和下降液体量之间的关系,主要关系如下:
(1)冷液进料
(2)饱和液体(泡点)进料
(3)气液混合物进料

(4)饱和蒸气(露点)进料
(5)过热蒸气进料
3、进料热状况参数的定义
为了定量地分析进料量及其热状况对于精馏操作的影响,现引入进料热状况参数的概念。

则:
针对5种进料热状况,有:冷液进料q>1;泡点进料q=1;气液混合物进料0<q<1;露点进料q=0;过热蒸气进料q<0。
四、理论板层数的求法
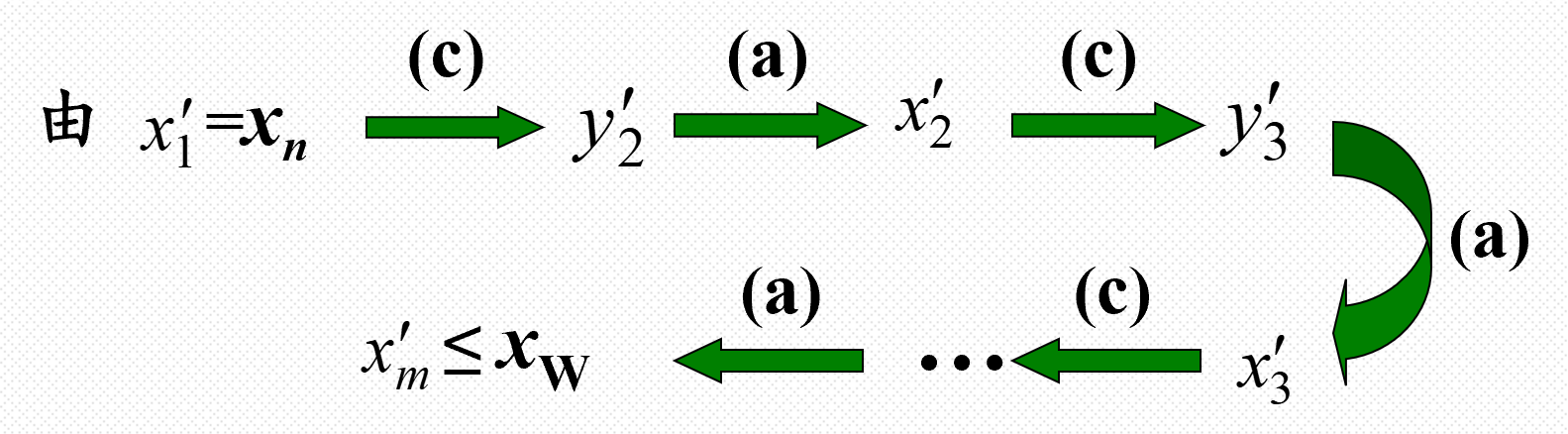
1、逐板计算法
逐板计算法通常从塔顶开始,计算过程中依次使用平衡方程和操作线方程,逐板进行计算,直至满足分离要求为止。
平衡方程: (a)
(a)
精馏段操作线: (b)
(b)
提馏段操作线: (c)
(c)
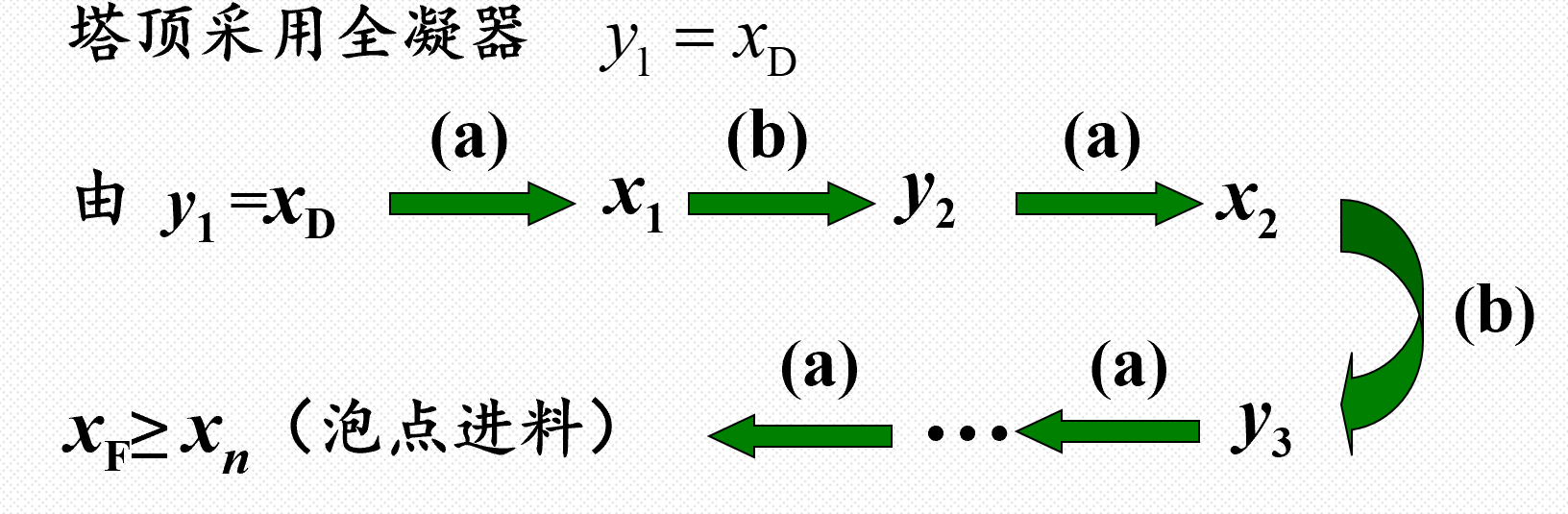
进料板 NF:第 n 层;
精馏段理论板层数:n-1(进料板算在提馏段)
提馏段理论板层数:m-1(不包括再沸器)
总理论板层数 NT :n+m-2 (不包括再沸器)
2、梯级图解法
梯级图解法又称麦克布—蒂利法,简称M—T法。
2.1 操作线的作法
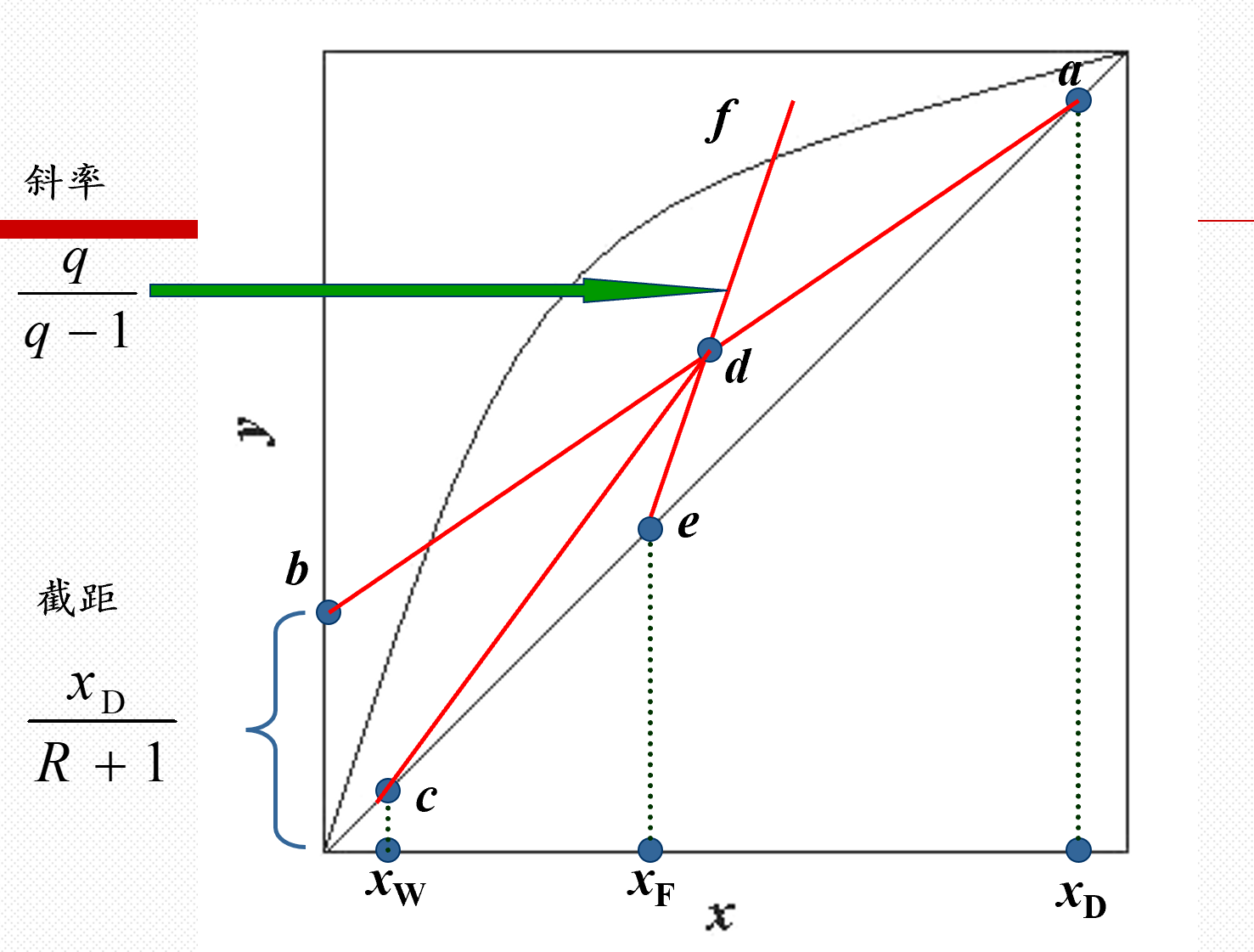
用图解法求理论板层数时,需先在x–y图上作出精馏段和提馏段的操作线。作图时,先找出操作线与对角线的交点,然后根据已知条件求出操作线的斜率(或截距),即可作出操作线。
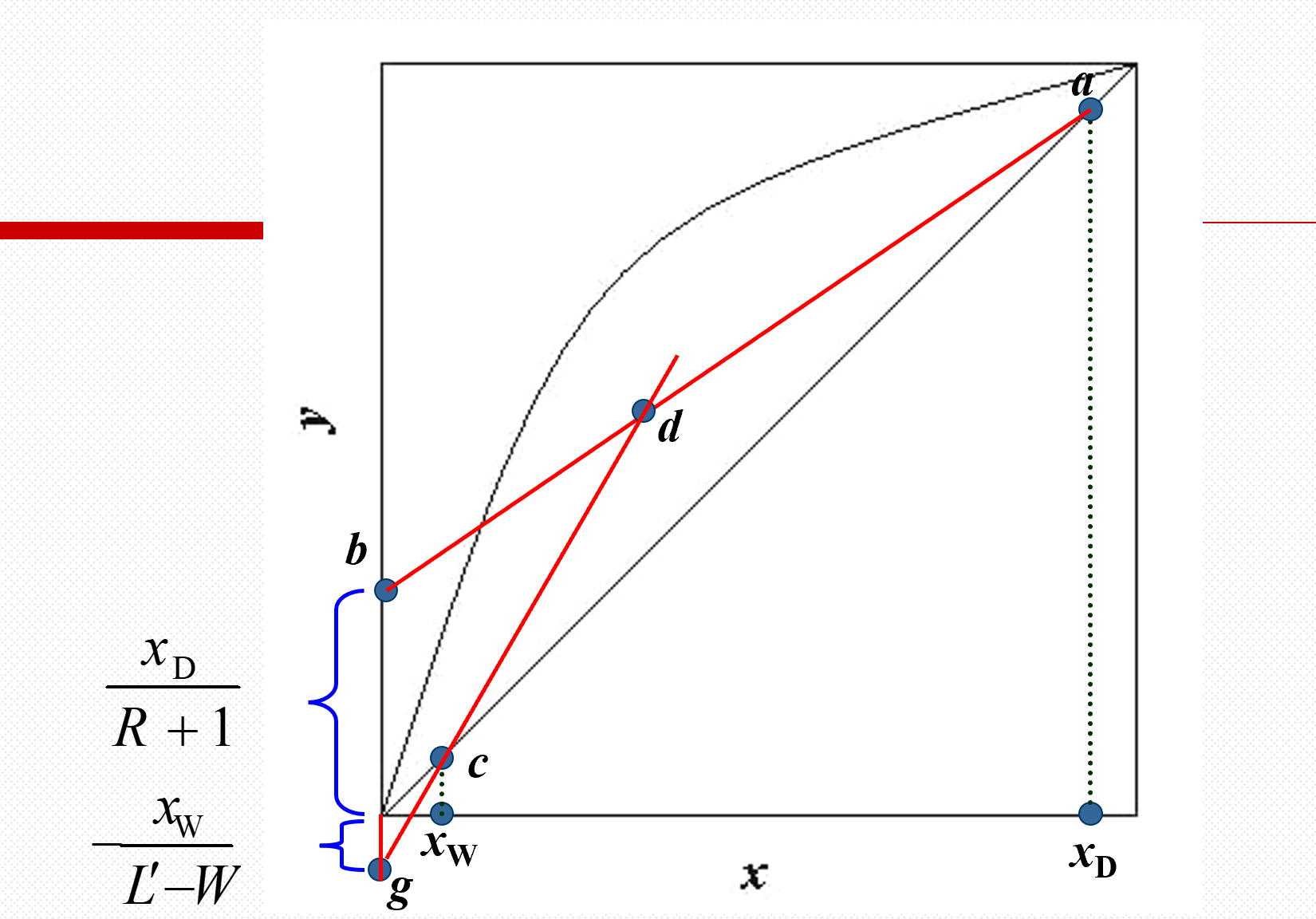
提馏段操作线的截距数值很小,因此提馏段操作线不易准确作出,且这种作图法不能直接反映进料热状况的影响。故提馏段操作线通常按以下方法作出:先确定提馏段操作线与对角线的交点c,再找出提馏段操作线与精馏段操作线的交点d,直线cd即为提馏段操作线。
由
又
在交点处两式中的变量相同,略去有关变量的上下标,经整理得 q 线方程或进料方程
该线是一条斜率为q/(q-1),截距为-xF/(q-1)的直线方程。
与对角线联立解得交点e。过点 e作斜率为q/(q-1)的直线与精馏段操作线交于点d,连接cd 即得提馏段操作线。
2.2 梯级图解法求理论板层数
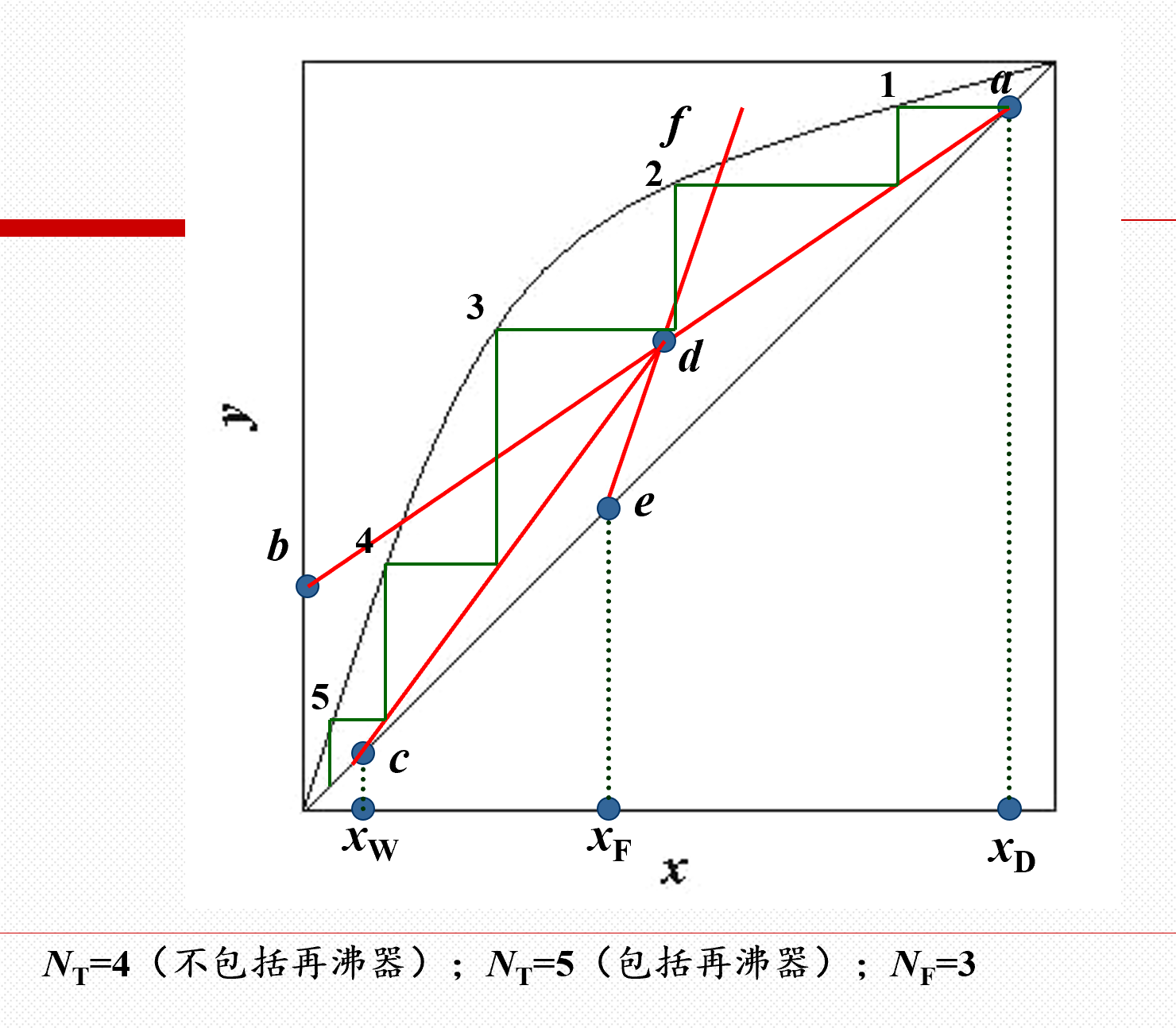
自对角线上的点 a开始,在精馏段操作线与平衡线之间作由水平线和铅垂线构成的阶梯,当阶梯跨过两操作线的交点 d时,改在提馏段操作线与平衡线之间绘阶梯,直至阶梯的垂线达到或跨过点c为止。
2.3 适宜的进料位置
进料位置对应于两操作线交点d所在的梯级,这一位置即为适宜的进料位置。
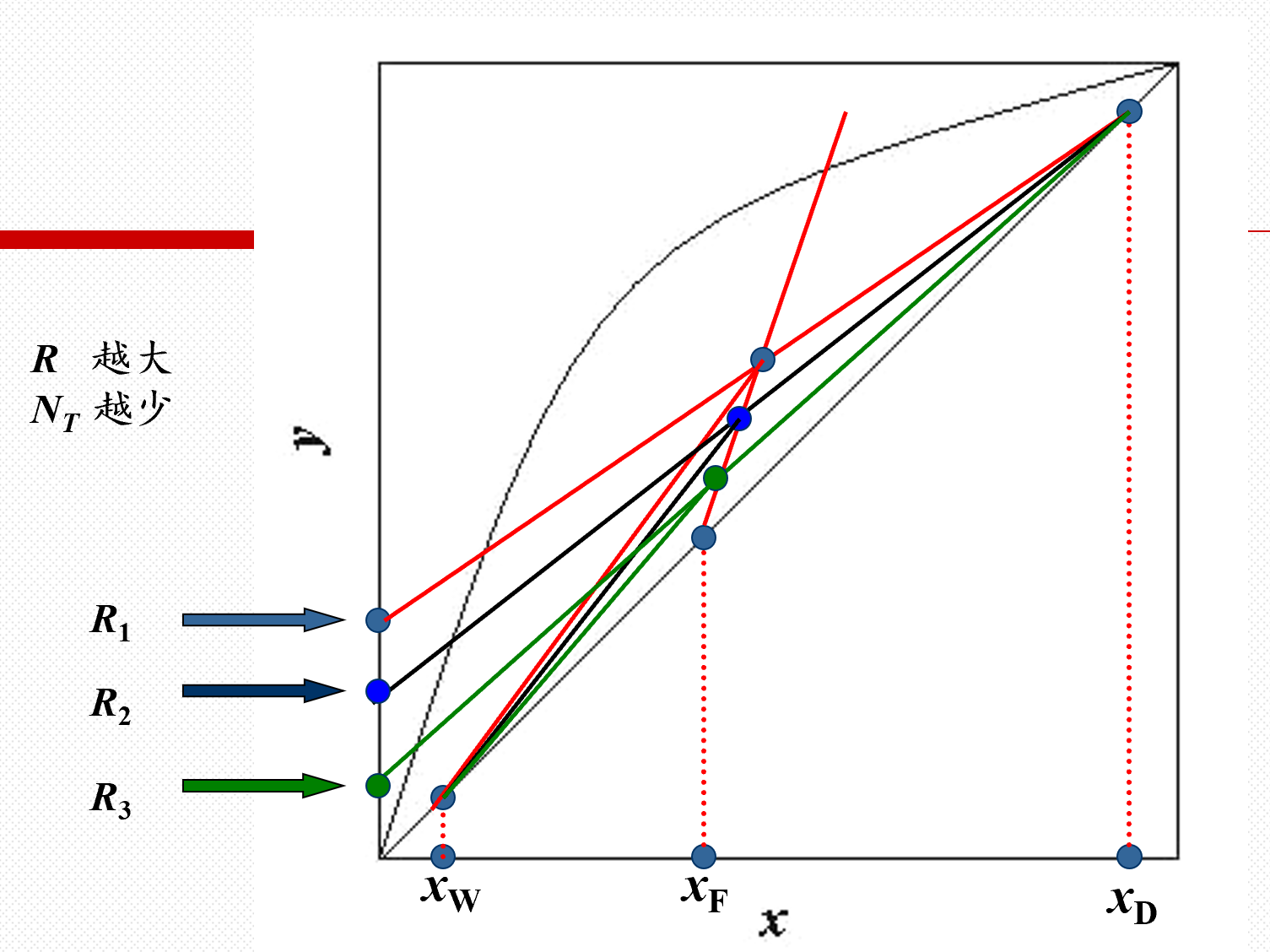
2.4 进料热状况对理论板层数的影响
进料热状况参数q 值不同,q 线的斜率也就不同,q 线与精馏段操作线的交点 d 随之而变动,从而影响提馏段操作线的位置,进而影响所需的理论板层数。
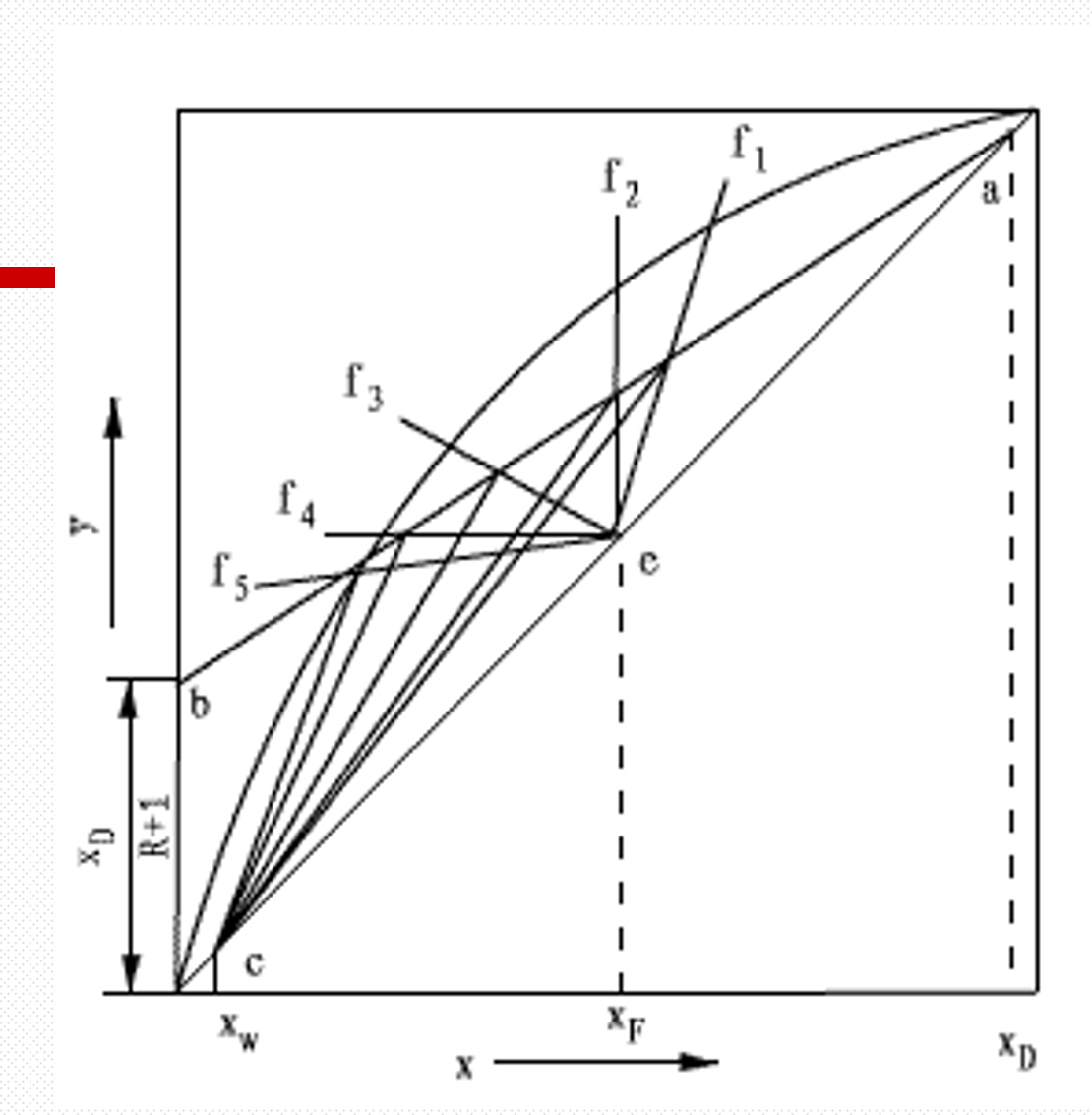
q 值越大,进料温度越低,平衡线与操作线距离越远,所需的理论板层数越少。
五、回流比的影响及其选择
1、全回流和最小回流比
1.1 全回流和最小理论板层数
1)全回流概念
若上升至塔顶的蒸气经全凝器冷凝后,冷凝液全部回流到塔内,该回流方式称为全回流。
全回流:
全回流的应用:精馏的开工阶段。
全回流操作时不向塔内进料,也不从塔内取出产品,全塔无精馏段和提馏段之区分,两段的操作线合二为一 。
操作线的斜率和截距分别为
操作线与对角线重合,操作线方程为
2)最少理论板层数
回流比愈大,完成一定的分离任务所需的理论板层数愈少。当回流比为无限大,两操作线与对角线重合,此时,操作线距平衡线最远,气液两相间的传质推动力最大,因此所需理论板层数最少,以Nmin表示。
2、最小回流比
1)最小回流比的概念
对于一定分离任务,减小操作回流比,两操作线向平衡线靠近,所需理论板层数增多。当回流比减小到某一数值,两操作线的交点d落到平衡线上时,若在平衡线与操作线之间绘阶梯,将需要无穷多阶梯才能到达点d,相应的回流比即为最小回流比,以Rmin表示。 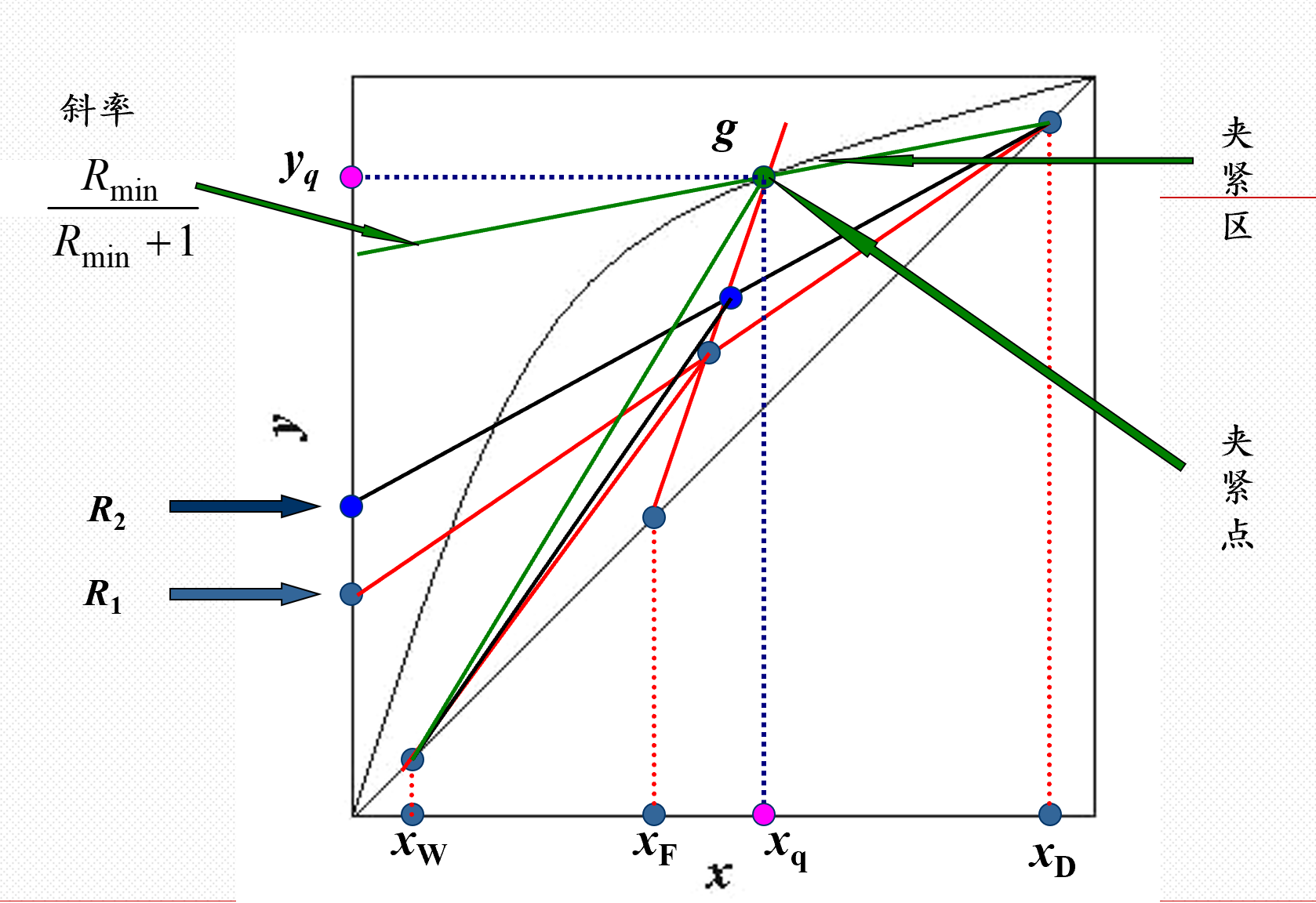
2)最小回流比的求法
3)适宜回流比的选择
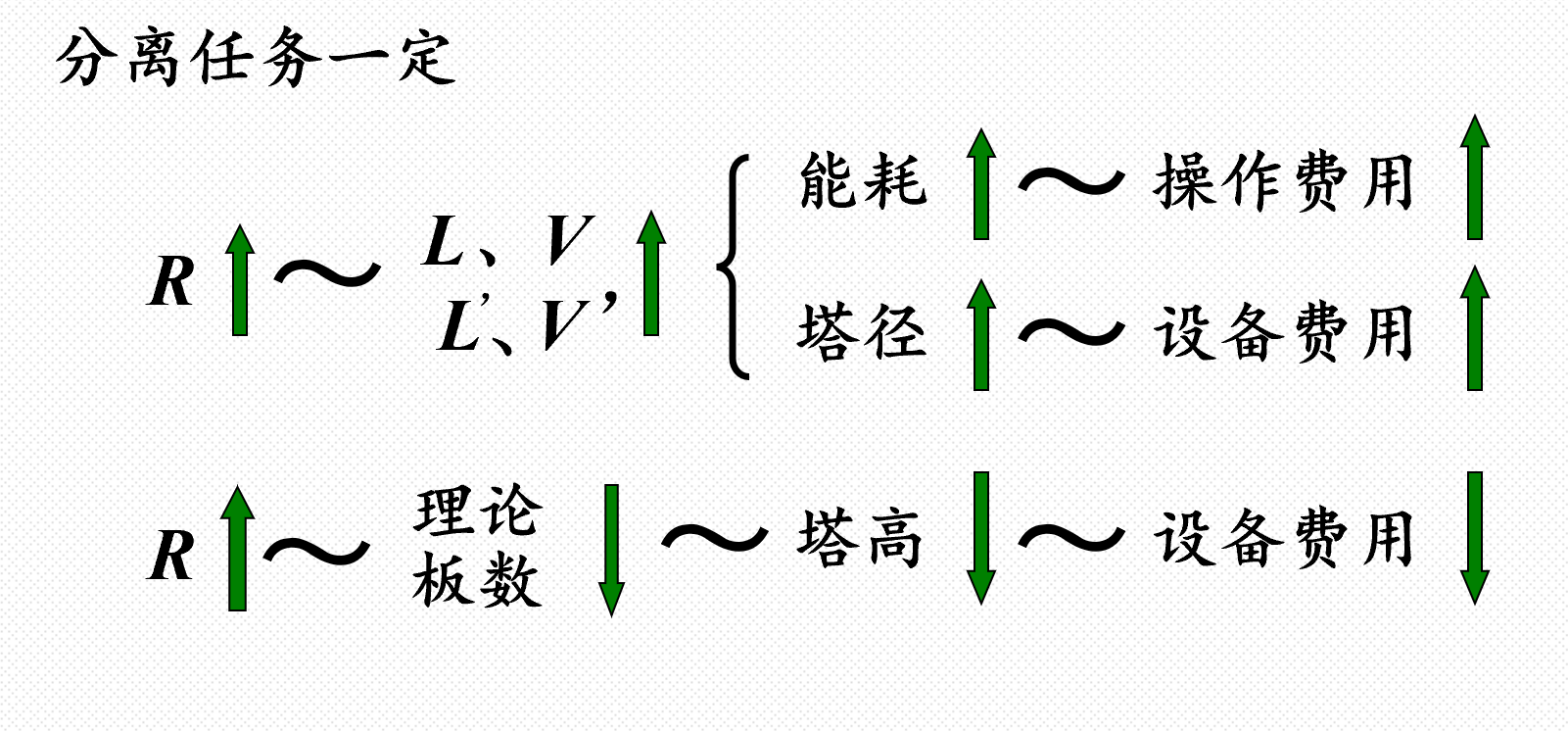
选择适宜的回流比需进行经济权衡,根据生产实践经验,取 
统计表明,实际生产中的操作回流比以下列范围使用较多:
六、塔高和塔径的计算
1、塔高的计算
1.1 板式塔有效高度的计算
1)基本计算公式
板式塔有效高度是指安装塔板部分的高度,其计算方法是,先通过板效率将理论板层数换算为实际板层数,再选择合适的板间距计算板式塔的有效高度。
HT-塔板间距;Np-实际塔板层数
2)塔板效率
塔板效率反映了实际塔板的气液两相传质的完善程度。
①总板效率也称为全塔效率
总板效率反映塔中各层塔板的平均效率,因此它是理论板层数的一个校正系数,其值恒小于1。
②单板效率
单板效率又称默弗里(Murphree)效率,它是以混合物经过实际板的组成变化与经过理论板的组成变化之比来表示的。单板效率既可用气相组成表示,也可用液相组成表示,分别称为气相单板效率和液相单板效率。 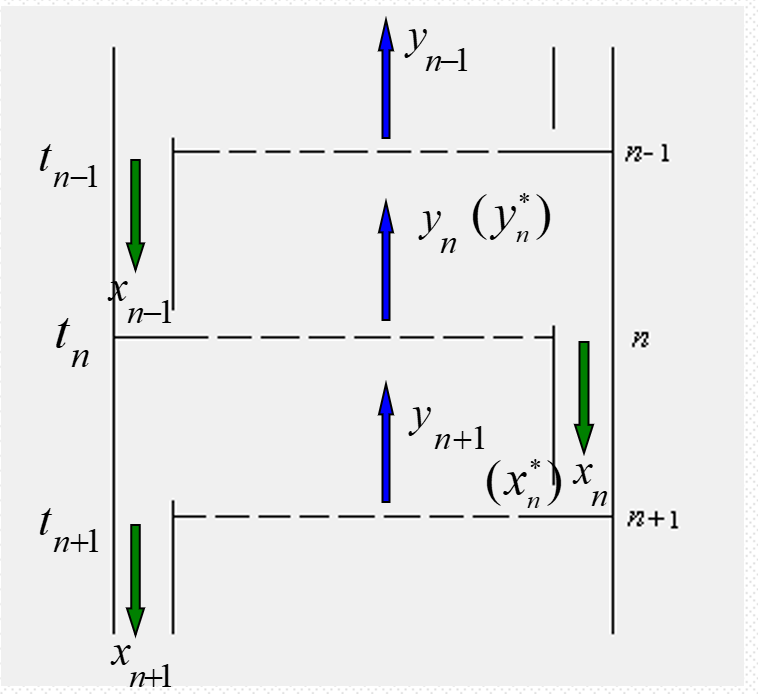
气相单板效率
液相单板效率
1.2 塔径的计算
1)基本计算公式
提示: ① 精馏段与提馏段分别计算,相差不大取较大者作为塔径,相差较大采用变径塔;② 计算塔径后应进行圆整。
2)蒸气体积流量的计算
精馏段体积流量的计算
操作压力较低时,气相可视为理想气体混合物
提馏段体积流量计算
操作压力较低时,气相可视为理想气体混合物
七、精馏过程的节能途径
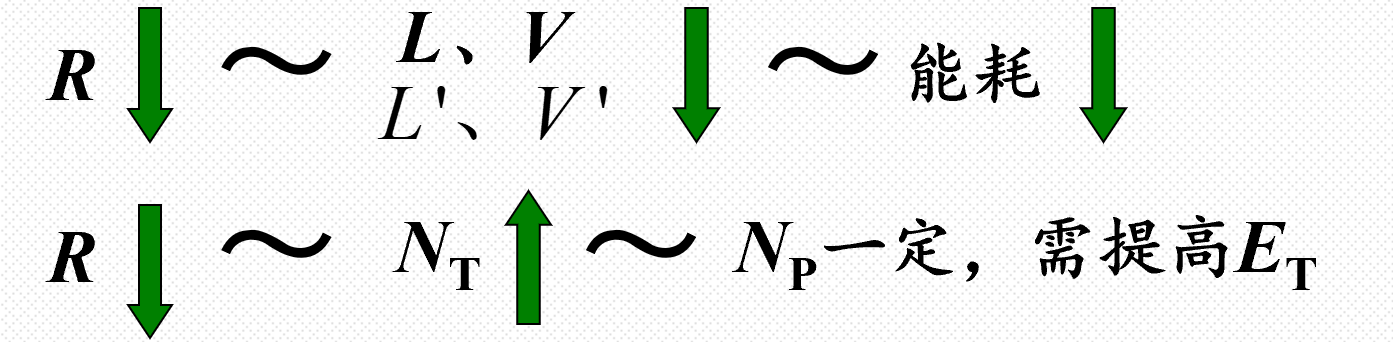
1、减小操作回流比
2、降低塔釜操作温度
 3、热泵精馏
3、热泵精馏
将塔顶蒸气绝热压缩升温,作为再沸器的热源,将再沸器中的液体部分汽化,而压缩气体本身冷凝成液体,经节流阀后一部分作为塔顶产品采出,另一部分作为塔顶回流液。
4、多效精馏
将几个精馏塔串联,操作压力依次降低,前一精馏塔的塔顶蒸气作为后一精馏塔的再沸器的加热介质,故除两端精馏塔外,中间的精馏塔不需从外界引入加热和冷却介质。
5、原料预热
将原料预热可回收精馏过程的热能,减少精馏过程的能耗。原料预热有两种流程:① 用塔顶蒸气预热原料;② 用塔釜采出液预热原料。

