
下载源文件:mjXXXX_YY_03.prt(下载附件 504 KB)
按要求完成分模、模架调用与标准件加载。
1.初始化,选择材料PC+ABS,收缩率0.45%;
2.模具坐标系
此处注意,初始化之后来完成该步骤。可以先用 WCS下的动态调整工具,将Z轴正向旋转到定模方向,然后在模具CSYS中,将产品位置设置到当前WCS。

3.工件,由于一模两位,工件大小按默认单边扩张25mm,中间浇道部分15mm;

向上35,向下20.

4.分型
(1)检查区域
设置所有面的颜色

设置所有面的颜色

设置区域颜色

设置区域颜色后

(2)定义区域

(3)曲面补片

(4)拉伸分型面,4个方向,并缝合曲面

(5)添加曲面为分型面

(6)检查型腔曲面、检查型芯曲面


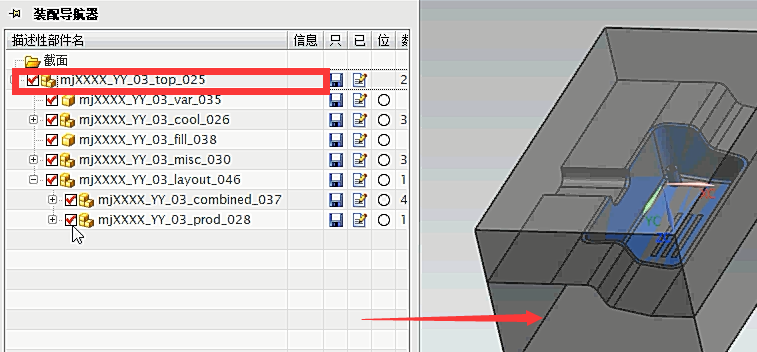
(7)定义型芯和型腔

5.回到TOP后,将core【型芯】设为显示部件,以其底面为草图面进行拉伸。
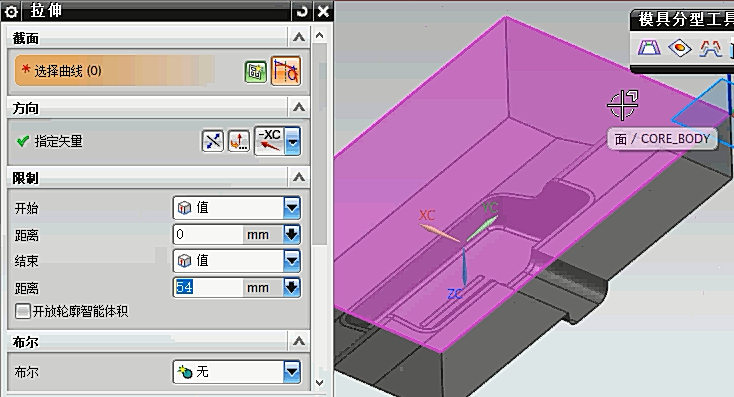

将要分割部分的曲线在草图里,利用【投影曲线】投影出来,共两个圆。
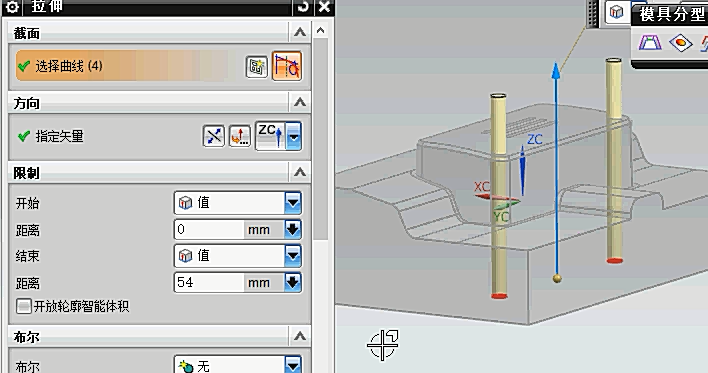
拉伸高度超过镶块高度,布尔运算选为【无】。
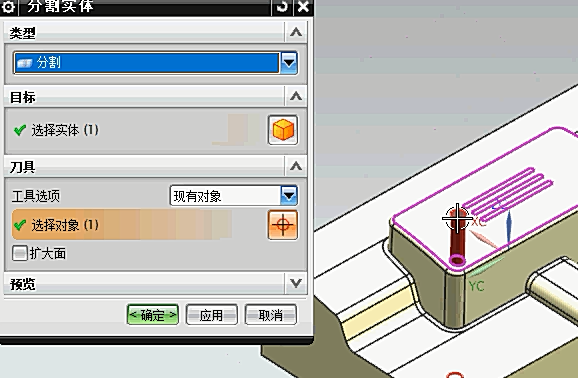
接下来,打开【注塑模工具】里的【分割实体】命令。

采用【分割】类型,目标实体为大的型芯镶块,刀具实体为上一步拉伸出来的圆柱体。进行两次。
6.返回top,型腔布局,矩形,数量2,自动对准中心

编辑插入腔,TYPE1,R10;

7.回TOP窗口,设为工作部件,全部保存

8.合并腔——comb_cavity,comb_core

9.测量镶块大小,准备调模架。
LKM SG TYPE C 2025
EG Guide: 0:OFF AP_h=50 BP_h=60
ETYPE 0:M shift_ej_screw=4
es_n:2 GTYPE: 0:onB Mold_TYPE=工字模 shorten_ej=0
fixopen=0.5 moveopen=0.5


10.旋转模架90度


11.定位环加载
标准件 FUTABA Locating_Ring
M_LRB 直径100,孔径36



12.浇口套加载
标准件 FUTABA Sprue bushing
catalog length=80
head dia=36




13.开腔
座板、A板,镶块

14.测量并修改浇口套超出长度




