液蛋
液蛋的概念
液蛋制品是指将新鲜鸡蛋清洗、消毒、去壳后,将蛋清与蛋黄分离(或不分离),搅匀过滤后径杀菌或添加防腐剂(有些制品还经浓缩)后制成的一类制品。
这类制品易于运输,贮藏期长,一 般用于作食品原料,主要包括全液蛋、冰蛋、温蛋黄、浓缩液蛋等蛋制品。

液蛋产品特点
安全:经过巴氏杀菌的产品将没有大肠杆菌、沙门氏菌和其它细菌的污染;
保持原有特性:液蛋产品保持了鸡蛋原有的特性。蛋粉由于在加工过程中经过了高温处理,部分特性会被破坏;
使用方便:不需要保存鸡蛋所需的冷藏空间以及收集鸡蛋等,不需要处理蛋壳。
液蛋生产工艺流程
原料蛋的选择→鲜蛋的整理→照蛋→洗蛋→消毒→晾蛋→打蛋→蛋液混合过滤→蛋液的冷却→巴氏杀菌→冷却→灌装→冷冻→包装冷藏
一、原料蛋的选择
为了保证蛋液的品质,加工液蛋的鲜蛋必须新鲜、清洁而无破损。因此,进入工厂的原料蛋首先要经过严格的检验和挑选。
二、鲜蛋的整理
经初步选择之后,对原料蛋还应进行整理。整理时要将各种填充材料(垫草或谷糠)清除干净,剔除破损蛋、脏污蛋等。
三、照 蛋
将挑选出的合格鲜蛋逐个在灯光下照检,并剔除不能加工的次劣蛋,以确保产品的质量。
四、洗蛋
洗蛋槽水温应较蛋温高7℃以上,避免洗蛋水被吸入蛋内;
洗蛋用水中多加入洗洁剂或含有效氯的杀菌剂。
五、消毒
洗涤过的蛋壳上还有很多细菌,因此须进行消毒。
常用漂白粉消毒其方法为:用于蛋壳消毒的漂白粉溶液的有效氯含量为100~ g/g。使用时将该溶液加热至32 ℃左右,至少要高于蛋温20 ℃,可采用喷淋或浸泡的方式进行消毒。
氢氧化钠消毒法:通常用0.4%NaOH溶液浸泡洗涤后的蛋5min。
热水消毒法:将清洗后的蛋在78 ~ 80 ℃热水中浸泡6 ~ 8 min ,杀菌效果良好。但此法水温和杀菌时间稍有不当,易发生蛋白凝固。经消毒后的蛋用温水清洗,然后迅速晾干。
六、晾蛋
1.晾蛋车间应高大、空旷,并设有通风设备以加速水分的蒸发。
2.如果大规模生产时,也可采用烘干隧道烘干蛋的方法,在46-50℃约经5min即可全部烘干。
七、打蛋
打蛋方法可分为机械打蛋和人工打蛋。将蛋打破后,剥开蛋壳使蛋液流入分蛋器内将蛋白与蛋黄分开。
八、蛋液混合过滤
蛋液的过滤多使用压送式过滤机,也有使用离心分离机以除去系带、碎蛋壳的方法。通过均质机或胶体磨,或添加食用乳化 剂使其能均匀混合。
九、蛋液的冷却
蛋液的预冷:预冷是在预冷罐中进行 。预冷罐内装有蛇形管,管内有冷媒(-8℃的氯化钙水溶液),蛋液在罐内冷却至4℃ 左右即可。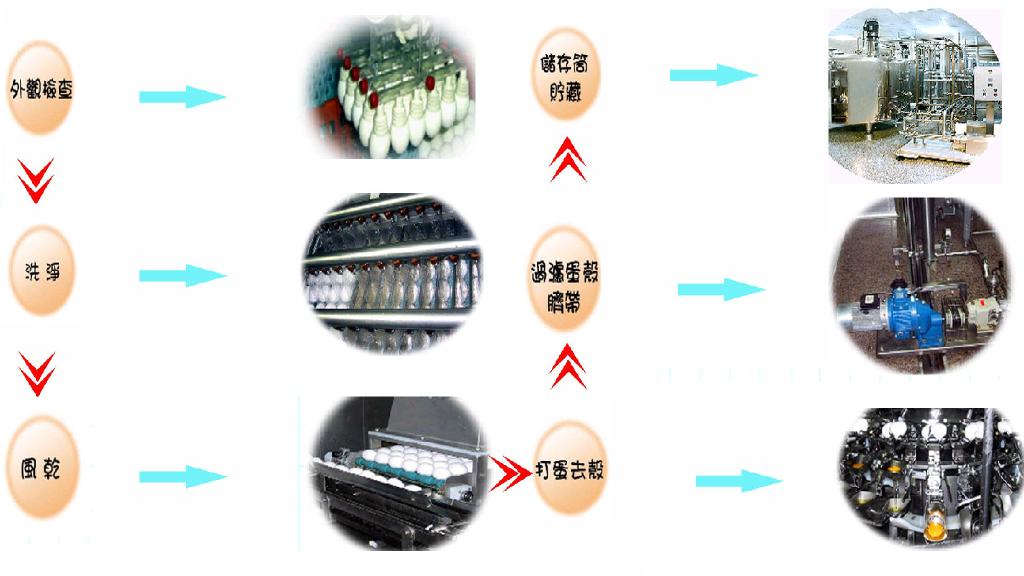
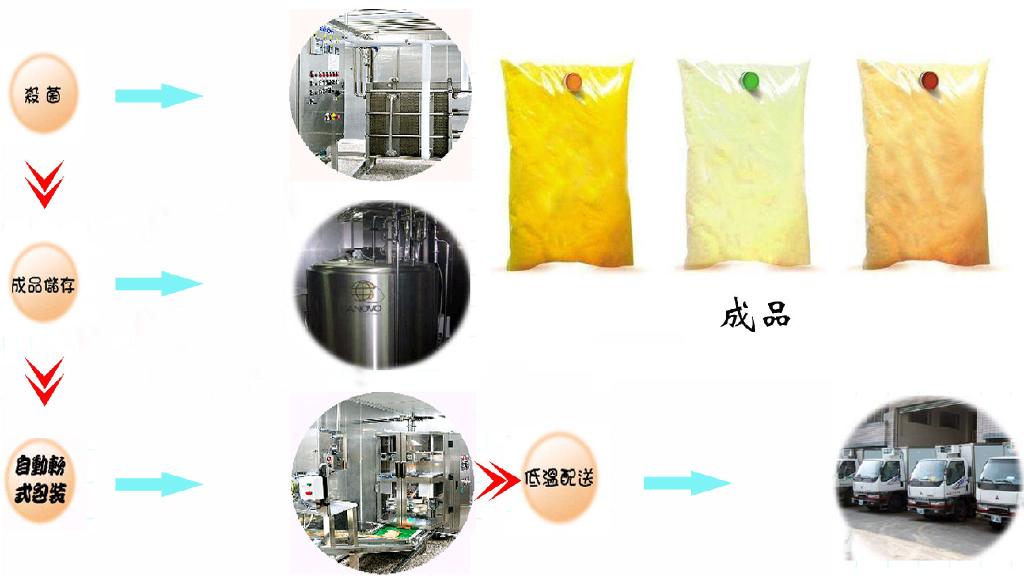
十、杀菌
杀菌:蛋液巴氏杀菌法使用冷却缸。全蛋液、蛋白和蛋黄及添加糖、盐的蛋液的巴氏杀菌条件各异。
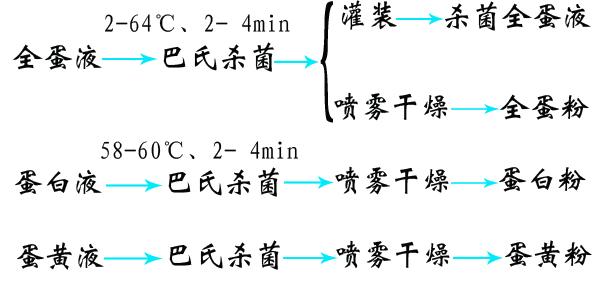
1. 全蛋的巴氏杀菌
巴氏杀菌的全蛋液有经搅拌均匀的和不经搅拌的普通全蛋液,也有加糖、盐等添加剂的特殊用途的全蛋液,其巴氏杀菌条件各不相同。
我国全蛋液巴氏杀菌条件64.5℃,3 min,各国的杀菌条件虽不同,但大多国家全蛋液的标准是杂菌数5000 ~ 10000个/g以下,大肠菌群阴性/0.1g,沙门氏菌阴性/20 ~ 50 g。
2. 蛋黄的巴氏杀菌
蛋黄的巴氏杀菌温度比蛋白液稍高。例如美国蛋白液杀菌温度56.7℃,时间1.75 min,而蛋黄杀菌温度60℃,时间3.1 min,德国相应参数为56℃,8 min和58℃,3.5 min。
添加糖或盐于蛋黄中能增加蛋黄中微生物的耐热性,而且盐之增加高于糖。通过最终的热处理可以将细菌杀灭,尤其是沙门氏菌。
3. 蛋清的巴氏杀菌
(1)蛋清的热处理:蛋清蛋白质容易受热变性。
在56.1 ~ 56.7℃加热2min,蛋清没有发生机械变化和物理变化;在57.2 ~ 57.8℃加热2min,则蛋清粘度和混浊度增加。蛋清pH越高,蛋白热变性越大。
可见,对蛋清加热灭菌时要考虑流速、蛋清粘度、加热温度和时间及添加剂的影响。
(2)添加乳酸和硫酸铝(pH7):可以对蛋清采用与全蛋液一致的巴氏杀菌条件(60 ~ 61.7℃,3.5 ~ 4.0 min) 。
加工时首先制备乳酸硫酸铝溶液。将14g硫酸铝溶解在16kg的25%的乳酸中,巴氏杀菌前,在1000 kg蛋清液中加约6.54g该溶液。添加时要缓慢但搅拌要迅速,以避免局部高浓度酸或铝离子使蛋白质沉淀。添加后蛋清pH值应在6.0 ~ 7.0。
(3)添加过氧化氢
A:蛋清在正常pH下,加热到51.7 ~ 53.3℃,保持1.5 min,使蛋内固有的过氧化氢酶失活,加入足量浓度为10%的过氧化氢溶液在51.7 ~ 53.3℃下反应2 min,然后冷却蛋清液,加入过氧化氢酶分解残留的过氧化氢。
该方法对蛋清的杀菌效果极好。
B:在蛋清中加过氧化氢,使其在蛋清中浓度达到0.0875%,保持3.5 min以上。随后加热至规定温度(51.7 ~ 53.3℃),保持2 min,促进过氧化氢杀菌作用,然后冷却蛋清,再向蛋清中加过氧化氢酶分解残留的过氧化氢。
(4)真空加热
在加热前对蛋清进行真空处理,一般真空度为5.0 ~ 6.0 KPa(38 ~ 45 mmHg),然后加热蛋清至56.7℃,保持3.5 min。
真空处理可以除去蛋清中的空气,增加蛋液内微生物对热处理的敏感性,在较低温下加热可以得到同样的杀菌效果。
十一、冷却(预冷)
如果本单位使用,可冷却至15℃左右。
若以冷却蛋或冷冻蛋出售,则须迅速冷却至2℃左右,然后再充填至适当容器中。
液蛋在杀菌后急速冷却至5℃时,可以贮藏24h;若迅速冷却至7℃则仅能贮藏8h。
如生产加盐或加糖液蛋,则在充填前先将液蛋移入搅拌器中,再加入一定量食盐(一般10%左右)或砂糖(10% ~ 50%)。
十二、灌 装
1.冷却蛋液一般采用马口铁罐(内衬塑料袋)灌装,马口铁罐的装量一般有20kg、10kg和5kg三种 。
2.灌装容器使用前必须洗净并用121℃蒸汽消毒30min,待干燥后备用。
3.蛋液也可采用塑料袋灌装,塑料袋的装量通常分0.5kg、lkg、2kg、5kg等几种规格。
4.欧美的液蛋工厂多使用液蛋车或大型货柜运送液蛋。
5.一般运送液蛋温度应在12.2℃以下,长途运送则应在4℃以下。